Distillery






Oil Processing & Refinery Consulting Services
With over three decades of expertise in both edible and non-edible oil sectors, we provide holistic consultancy services that bridge the gap between technical engineering and commercial viability. Our approach is rooted in the successful execution of multi-tonnage projects across diverse geographies, from greenfield sites to full-scale commissioning.
1. Project Concept & Feasibility Studies
Before the first brick is laid, a project needs a solid technical and economic foundation. We assist clients in the critical early stages:
- Site Selection & Land Optimization: Expertise in planning layouts for plants ranging from 4 to 7+ acres, ensuring optimal logistics and future scalability.
- Technology Selection: Advising on the most efficient processing technologies (Batch vs. Continuous, Physical vs. Chemical Refining) based on the specific oil type (e.g., Rice Bran vs. Palm).
- Detailed Project Reports (DPR): Comprehensive technical drafting for stakeholders and financial institutions, including mass balance and ROI projections.
2. Refinery Design & Engineering
We specialize in the design and setup of high-capacity refineries for a vast array of oils, ensuring compliance with international quality standards.
- Multi-Oil Refining: Specialized configurations for Sunflower, Soyabean, Groundnut, Cottonseed, and Palm Oil.
- Advanced Fractionation: Technical design for Palm Oil Fractionation (capacities up to 600 TPD), focusing on high-yield Stearin and Olein separation through precision cooling curves.
- Physical & Chemical Refining: Tailoring the refining process-whether alkali neutralization or vacuum distillation-to the acidity and impurity profile of the crude feedstock.
3. Extraction & Processing Specialty
Beyond standard refining, we provide deep-dive technical consultancy for specialized extraction methods:
- Solvent Extraction Plants (SEP): Engineering and implementation of SEPs for Rice Bran, Cottonseed, and Soyabean, managing capacities up to 200 TPD.
- Specialty Oil Processing: Unique technical know-how in processing Castor, Soybean, Groundnut and Coconut Oil, which require specific temperature controls and moisture management to maintain chemical integrity.
4. By-Product Valorisation & Diversification
Maximize ROI by converting process waste into high-value revenue streams. Our services include the design and integration of:
- Lecithin Recovery Plants: Specialized processing for Soyabean and Rice bran lyso lecithin extraction.
- Bio-Diesel Units: Engineering solutions to convert non-edible oils and fatty acids (PFAD) into sustainable fuel.
- Cattle Feed Integration: Designing integrated systems to process oil cake and meal into high-quality animal nutrition (as executed in my Palakkad and Maharashtra projects).
- Soy Protein Isolate & Concentrate
5. Operational Excellence & Retrofitting
For existing plants, we offer "Health Checks" and technical audits to regain competitive margins:
- Capacity Expansion: Strategizing the scaling of existing lines (e.g., upgrading 50 TPD units to 200+ TPD) without disrupting current operations.
- Utility & Efficiency Audits: Specialized focus on reducing steam, power, and water consumption while improving oil recovery rates.
- Product Quality Troubleshooting: Resolving complex issues related to color reversion, odour, and shelf-stability.
6. Procurement & Commissioning Support
- Vendor Evaluation: Assisting in the selection of equipment manufacturers for centrifuges, boilers, and filter presses.
- Erection & Commissioning Supervision: On-site technical leadership to ensure the plant is built to design specifications and achieves its rated capacity during trial runs.
Oil Refining: Process Engineering & Plant Design
Optimizing Yield and Quality Through Decades of Industrial Expertise.
Technical Execution Workflow
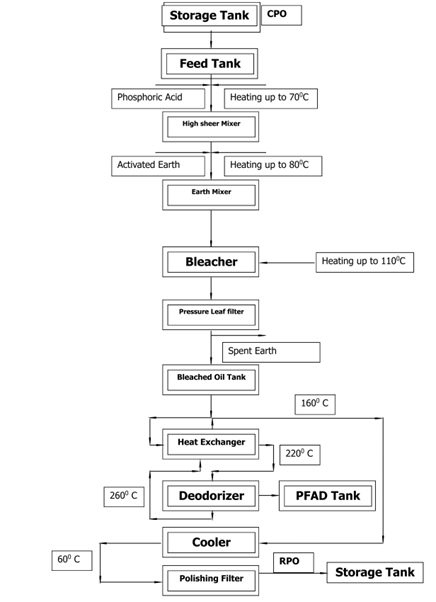
A systematic breakdown of the Physical Refining process, optimized for Crude Palm Oil (CPO) and high-FFA feedstocks.
I. Acid Conditioning & High-Shear Mixing
The process initiates with the introduction of Phosphoric Acid into the CPO feedstock via a High-Shear Mixer.
- Technical Objective: Precision dosing ensures the hydration of non-hydratable phosphatides (gums), preparing the oil for efficient bleaching.
- Operational Impact: Prevents downstream scaling and fouling in heat exchangers, maintaining plant uptime.
II. Wet Bleaching & Filtration
Conditioned oil is staged through a series of heaters (70°C to 80°C) and mixed with Activated Earth.
- The Bleacher: Utilizing vacuum-controlled bleaching to remove carotenes and metallic traces.
- Filtration Management: The slurry passes through Pressure Leaf Filters and a secondary Polishing Filter to ensure zero-micron clarity.
- Expertise Callout: I optimize the "Earth-to-Oil" ratio based on Lovibond scale requirements, significantly lowering variable costs.
III. Regenerative Heating & De-aeration
Before entering the deodorization tower, the bleached oil is held in a de-aerator and passed through a Regenerative Heat Exchanger.
- Energy Recovery: By utilizing the thermal energy of the outgoing Refined Palm Oil (RPO) to pre-heat the incoming feed to 110°C, we drastically reduce boiler fuel consumption.
IV. Vacuum Deodorization & FFA Distillation
At the heart of the refinery, the oil is heated to 260°C under a high vacuum (typically 2-3 torr).
- FFA Removal: Free Fatty Acids are stripped and recovered in the PFAD (Palm Fatty Acid Distillate) Tank.
- Sequential Cooling: The refined oil is cooled in controlled stages (220°C → 160°C → 60°C) to preserve molecular integrity.
- Technical Objective: This "Heat Treatment" is critical to destroy any existing "crystal memory" in the oil.
- Operational Impact: By ensuring a completely liquid state, we guarantee that the subsequent nucleation phase is uniform, preventing erratic crystallization that can ruin a 600-ton batch.
- Controlled Cooling: Using a PLC-controlled cooling program, the temperature is reduced systematically to induce the formation of crystal nuclei.
- The Critical Range: As the oil reaches its super-cooling state, the cooling rate is slowed to allow for the growth of large, stable, and spherical crystals.
- Skill Highlight: We design the agitation speeds to prevent crystal shearing, ensuring that the "slurry" remains filterable.
- Primary Filtration: The refined palm oil passes through the filter cloth, leaving the Stearin cake in the chambers.
- Membrane Squeezing: High-pressure air or water is used to "squeeze" the Stearin cake, extracting the maximum possible amount of trapped Olein.
- Yield Optimization: My filtration protocols consistently achieve an Olein yield of 80%-85%, maximizing the production of your highest-value fraction.
- Palm Olein: Characterized by its clarity and cloud-point stability, ready for the consumer packing industry.
- Palm Stearin: A high-melting solid fraction ideal for margarine, shortening, and specialty fats.
- Technical Objective: To facilitate the conversion of Free Fatty Acids into water-soluble soaps (Saponification).
- The Consultant's Edge: We calibrate the "Excess Alkali" percentage based on the specific FFA of the crude batch, ensuring complete neutralization without over-refining.
- Heavy Phase Separation: The heavier soap-stock (gums and neutralized acids) is separated from the neutral oil.
- Precision Control: We focus on the back-pressure settings and disk stack configuration to ensure a clean "split," which is the single most important factor in maintaining refinery yield.
- Moisture Removal: The washed oil enters a Vacuum Dryer operating at high vacuum levels to ensure the oil is bone-dry before it proceeds to bleaching.
- Impact: This prevents the hydrolysis of the oil, which would otherwise lead to a rise in FFA during storage.
- Thermal Bleaching: Finally, the oil is steam-stripped under vacuum. Because the FFA has already been chemically removed, the deodorizer can operate at slightly lower temperatures than in physical refining, preserving the natural tocopherols (Vitamin E) and antioxidant properties of the oil.
The Expert Advantage
High-level technical skillsets derived from 35 years of site-level problem solving.
1. Strategic Mass Balance & Yield Optimization In large-scale operations (400–600 TPD), a fraction of a percentage in oil loss represents significant revenue. We conduct rigorous mass balance audits to ensure maximum RPO recovery and high-purity PFAD collection.
2. Multi-Feedstock Versatility Our experience spans the entire spectrum of oils-from the high-viscosity requirements of Castor Oil to the delicate processing of Rice Bran and Sunflower Oil. We design refineries with the flexibility to adapt to changing market feedstocks.
3. Integrated By-Product Systems Efficiency extends beyond the main refinery line. We specialize in integrating auxiliary units for Lecithin Recovery, Bio-Diesel production, and Cattle Feed, ensuring a zero-waste industrial ecosystem.
Dry Fractionation
Advanced Separation of Olein and Stearin for High-Value Industrial Applications.
The Engineering of Crystal Morphology
Fractionation is a thermo-mechanical process that separates palm oil into liquid (Olein) and solid (Stearin) phases. Unlike solvent-based methods, our design utilizes Dry Fractionation-a sustainable, chemical-free process that relies on the precise control of cooling curves. With 35 years of experience managing large-scale fractionation units, we optimize the process to ensure high-iodine value (IV) Olein and firm, high-melting Stearin.
Technical Execution Workflow
The efficiency of fractionation is determined in the crystallizer. Our process ensures uniform crystal growth for maximum separation efficiency.
I. Thermal Conditioning (Homogenization)
The process begins by heating the RBD Palm Oil to 70°C.
II. Programmed Cooling & Nucleation
The heated oil is transferred to a Crystallizer equipped with high-surface-area cooling coils and variable-speed agitators.
III. Membrane Filtration & Squeezing
Once the slurry reaches the desired separation temperature (typically 18°C – 24°C, depending on the target IV), it is pumped into a High-Pressure Membrane Filter Press.
IV. Product Recovery & Storage
The separated fractions are directed to dedicated storage:

The Expert Advantage
Strategic value-add for fractionation plant operators.
1. Tailored Iodine Value (IV) Control Whether your market requires a standard IV 56 Olein or a premium "Super Olein" (IV 60+), I calibrate the crystallization curve and cooling delta-T to meet your specific chemical parameters every time.
2. Multi-Stage Fractionation (Twice Fractionation) For clients in the confectionery industry requiring specialized "Mid-Fractions" (PMF), we design multi-stage systems that perform secondary fractionation on the primary Olein or Stearin, opening up high-margin market opportunities.
3. Energy & Utility Management Fractionation is energy-intensive. We implement Chilled Water Management systems that utilize heat recovery and efficient screw chillers, reducing the power cost per ton of oil processed.
Scale Your Fractionation Capabilities Today. From designing 600 TPD towers to optimizing existing filter press cycles, we bring 35 years of industrial wisdom to your plant floor.
Chemical Refining: Precision Alkali Neutralization
Maximizing Oil Stability through Advanced Saponification and Centrifugal Separation.
The Engineering of Yield
Chemical refining is the industry standard for oils that require meticulous removal of Free Fatty Acids (FFA) and phosphatides through alkali treatment. Our methodology focuses on the "Neutralization Delta"-achieving target FFA levels while strictly controlling the refining factor to prevent the loss of neutral triglycerides to the soap-stock.
Technical Execution Workflow
A disciplined multi-stage process designed to produce stable, high-clarity oil suitable for a long shelf-life.
I. Caustic Dosing & High-Speed Mixing
The crude oil is pre-heated and passed through a High-Speed Centrifugal Mixer where it is met with a precisely calculated dosage of Caustic Soda (NaOH).
II. Centrifugal Separation (The Soap-Stock Split)
The conditioned mixture enters high-capacity Self-Cleaning Centrifuges.
III. Water Washing & Vacuum De-hydration
To eliminate residual soap traces (typically measured in PPM), the oil undergoes a washing stage with softened hot water, followed by a second centrifugal pass.
IV. Combined Bleaching & Deodorization
Post-neutralization, the oil is treated with activated earth to remove remaining pigments (Carotenoids and Chlorophyll).

The Expert Advantage
Strategic technical capabilities derived from 35 years of plant management.
1. Optimization of the Refining Factor In a chemical refinery, the "Refining Factor" determines profitability.We audit your process to ensure that the ratio of oil lost to FFA removed is kept at the absolute theoretical minimum.
2. By-Product Valorisation (Acid Oil) Soap-stock is a valuable byproduct. We provide the engineering specifications for Acidulation Plants that convert soap-stock into Acid Oil, providing an essential raw material for the soap and oleochemical industries.
3. Versatility in Multi-Seed Plants For facilities handling multiple oil types-such as Soybean, Sunflower, and Groundnut- We design flexible process flows that allow for rapid changeovers with zero cross-contamination.
Protect Your Yield and Product Integrity. Leverage 35 years of industrial experience to troubleshoot your neutralization losses or design your next chemical refining line.
{kind=link}